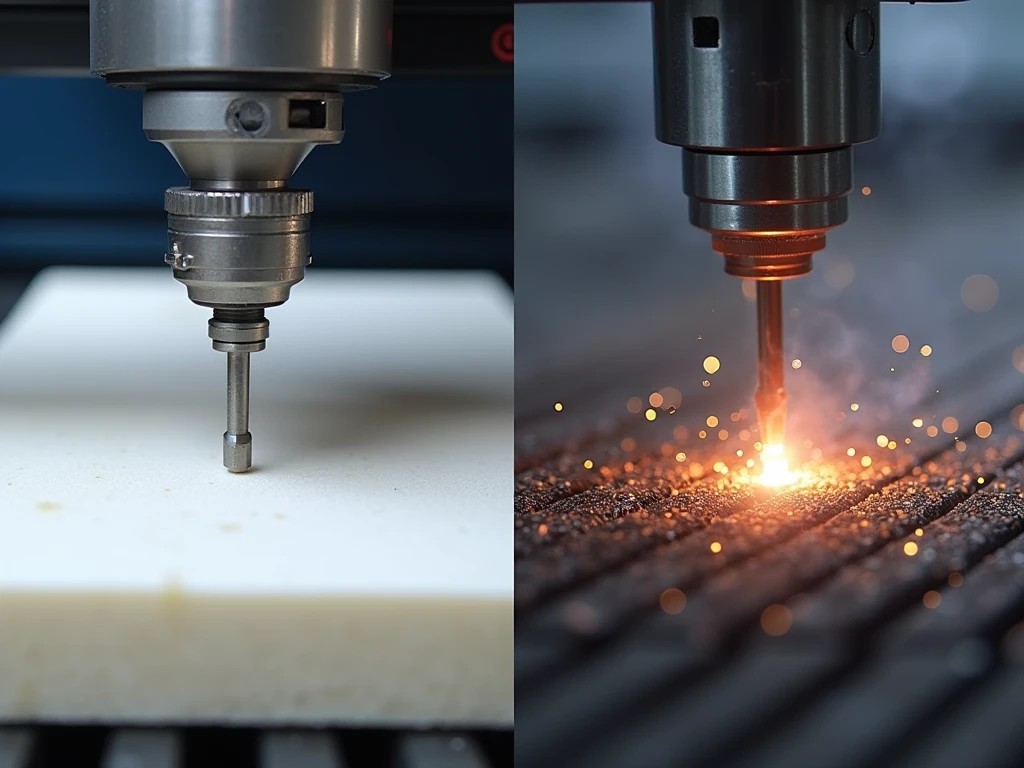
Когда речь идёт о раскрое поролона и других полимерных материалов, чаще всего сравнивают два подхода: вибронож (осциллирующий нож) и лазер. Оба метода дают точную геометрию, но отличаются по кромке, безопасности, толщине и эксплуатационным затратам. Ниже — практичное сравнение “по производству”.

Краткое сравнение
| Критерий | Вибронож | Лазер |
| Кромка | Чистая, гладкая, сохраняет эластичность | Термически изменённая: оплавление/потемнение, кромка твёрже |
| Безопасность | Высокая: нет термического разложения материала | Требует строгой вытяжки/фильтрации и контроля рисков |
| Запах | Обычно отсутствует | Часто присутствует запах продуктов терморазложения |
| Толщина | Хорошо работает на больших толщинах (в т.ч. до 100 мм — по материалу) | Эффективнее на тонких/средних толщинах; на больших толщинах скорость падает |
| Сложные контуры | Высокая точность для большинства задач | Максимальная точность, особенно для ажурных работ и гравировки |
| Внутренние отверстия | Нужен технологический “вход” (прокол/заход) или отдельный инструмент | Легко стартует с любой точки |
| Эксплуатация | Невысокая стоимость владения (основной расходник — лезвия) | Выше затраты: источник/оптика/охлаждение/вытяжка/фильтрация |
| Пожароопасность | Низкая | Выше из-за высокой температуры и горючести ряда материалов |
1) Качество реза и внешний вид кромки
Вибронож даёт чистую, ровную кромку без термического воздействия: структура поролона и других вспененных материалов сохраняется, кромка остаётся эластичной и “как заводская”. Это важно для изделий, где критичны эстетика и тактильные ощущения (мебельные элементы, матрасы, подушки, упаковка и т.д.).
Лазер режет за счёт высокой температуры, поэтому край может темнеть, уплотняться и становиться более жёстким. Иногда появляется “наплыв” по краю и характерный запах — следствие терморазложения полимеров.
2) Безопасность и требования к вентиляции
Вибронож — механический способ резки, поэтому не создаёт продуктов горения/терморазложения материала и обычно не требует сложной газоочистки.
Лазер при резке полимеров образует дым/аэрозоль и продукты терморазложения, часть которых может быть токсичной. Поэтому обязательно нужна правильно рассчитанная вытяжка и (при необходимости) фильтрация. При работе с конкретным материалом ориентируйтесь на его паспорт безопасности (MSDS) и рекомендации по вентиляции.
3) Производительность и толщина материала
Вибронож хорошо чувствует себя на больших толщинах: для вспененных материалов возможно уверенное резание на толщине до 100 мм (зависит от материала и плотности). С ростом толщины скорость снижается, но обычно остаётся технологически и экономически оправданной.
Лазер с увеличением толщины, как правило, теряет производительность: скорость падает, может появляться конусность кромки, а требования к вытяжке и пожарной безопасности возрастают.
4) Точность, сложность контура и внутренние отверстия
Вибронож даёт высокую точность и чистую геометрию на большинстве контуров. Однако “внутренние отверстия” требуют технологического подхода: нужен вход ножа (заход) или отдельный инструмент (прокол/пробойник) — это нормальная инженерная особенность механической резки.
Лазер легко стартует с любой точки и особенно хорош для микродеталей, ажурных узоров и задач, где нужен старт “внутри” без захода по контуру.
5) Стоимость владения и эксплуатация
Вибронож: основной расходник — лезвия, энергопотребление обычно умеренное, обслуживание проще.
Лазер: кроме источника и оптики учитывайте охлаждение, вентиляцию/фильтрацию, расходники и требования к обслуживанию. На полимерных материалах “инфраструктура” (вытяжка и безопасность) часто становится заметной частью стоимости проекта.
Вывод
Если приоритет — чистая кромка без термики, работа на больших толщинах и понятная эксплуатация, чаще выбирают вибронож. Если же задача — максимальная детализация, ажур, старт с любой точки и материалы допускают лазерную обработку при правильной вытяжке, подходит лазер. В спорных случаях разумно начинать с теста резки материала и оценки результата “вживую”.



